Lựa chọn vật liệu cho các phụ kiện hàn đối đầu Lựa chọn chất liệu phù hợp là bước đầu tiên trong việc lựa chọn...
Tìm hiểu thêm về các loại lắp ống mông khác nhau

Phụ kiện đường ống hàn mông đại diện cho xương sống của các hệ thống đường ống hiện đại trong các ngành công nghiệp từ dầu khí đến sản xuất dược phẩm. Các thành phần được thiết kế chính xác này cho phép thay đổi hướng, kết nối nhánh, chuyển đổi kích thước và kết thúc đường dây trong khi vẫn duy trì tính toàn vẹn về cấu trúc và khả năng chịu áp lực của mạng lưới đường ống hàn. Không giống như các kết nối ren hoặc mặt bích, phụ kiện hàn đối đầu tạo ra các mối nối vĩnh viễn, kín khít thông qua hàn nhiệt hạch, mang lại độ bền vượt trội, giảm áp suất tối thiểu và nâng cao độ tin cậy trong các điều kiện dịch vụ đòi hỏi khắt khe. Hiểu biết về các loại phụ kiện hàn đối đầu khác nhau, ứng dụng cụ thể, tiêu chuẩn kích thước và tiêu chí lựa chọn của chúng là điều cần thiết đối với các kỹ sư, nhà thiết kế và nhà chế tạo khi làm việc để tạo ra hệ thống đường ống an toàn, hiệu quả.
Khuỷu tay hàn mông để thay đổi hướng
Khuỷu tay tạo thành các phụ kiện hàn đối đầu được sử dụng phổ biến nhất, cho phép hệ thống đường ống thay đổi hướng trong khi duy trì tính liên tục của dòng chảy và độ bền kết cấu. Các phụ kiện này có sẵn ở nhiều góc độ, bán kính và cấu hình khác nhau để đáp ứng các yêu cầu định tuyến và thông số kỹ thuật hiệu suất khác nhau. Khuỷu tay 90 độ tiêu chuẩn thay đổi hướng dòng chảy theo một góc vuông và thể hiện đặc điểm của việc thay đổi hướng đường ống. Các khuỷu tay này có hai cấu hình bán kính chính: bán kính dài (LR) và bán kính ngắn (SR). Khuỷu tay bán kính dài có bán kính đường tâm bằng 1,5 lần đường kính ống danh nghĩa, mang lại sự thay đổi hướng dòng chảy nhẹ nhàng hơn giúp giảm thiểu sụt áp và xói mòn — khiến chúng trở thành lựa chọn ưu tiên cho hầu hết các ứng dụng.
Khuỷu tay bán kính ngắn, với bán kính đường tâm bằng đường kính ống danh nghĩa, tạo ra những thay đổi hướng nhỏ gọn hơn hữu ích khi những hạn chế về không gian ngăn cản các phụ kiện bán kính dài. Tuy nhiên, chỗ uốn cong chặt hơn tạo ra sự sụt giảm áp suất cao hơn và gia tăng nhiễu loạn, có khả năng gây xói mòn trong các dịch vụ vận tốc cao hoặc mài mòn. Khuỷu tay 45 độ mang lại sự thay đổi hướng nhẹ nhàng hơn so với phụ kiện 90 độ, thường được sử dụng theo cặp để tạo góc quay 90 độ với mức giảm áp suất thấp hơn so với khuỷu tay 90 độ đơn lẻ. Các góc chuyên dụng khác bao gồm 22,5 độ và các góc tùy chỉnh có thể được sản xuất cho các ứng dụng cụ thể, mặc dù các phụ kiện 45 và 90 độ được tiêu chuẩn hóa mang lại tính khả dụng tốt hơn và chi phí thấp hơn.
Phương pháp sản xuất khuỷu tay
Khuỷu tay hàn đối đầu được sản xuất thông qua một số quy trình, mỗi quy trình ảnh hưởng đến đặc tính của phụ kiện và sự phù hợp cho các ứng dụng khác nhau. Khuỷu tay liền mạch, được hình thành bằng cách uốn nóng hoặc lạnh ống liền mạch, cung cấp độ dày thành đồng đều và không có đường nối dọc, khiến chúng trở nên lý tưởng cho các dịch vụ quan trọng và áp suất cao. Các khuỷu hàn, được chế tạo từ tấm hoặc ống hàn, có đường hàn dọc phải được xem xét trong thiết kế và định hướng trong quá trình lắp đặt. Khuỷu tay uốn cong của trục gá, được tạo ra bằng cách uốn ống thẳng trên các trục tạo hình, mang lại sự nhất quán về kích thước tuyệt vời nhưng có thể biểu hiện sự mỏng thành trên các phần phụ (bán kính bên ngoài) và dày lên trên các phần bên trong (bán kính bên trong) phải được tính đến khi tính toán ứng suất.

Tees và phụ kiện chéo cho các kết nối chi nhánh
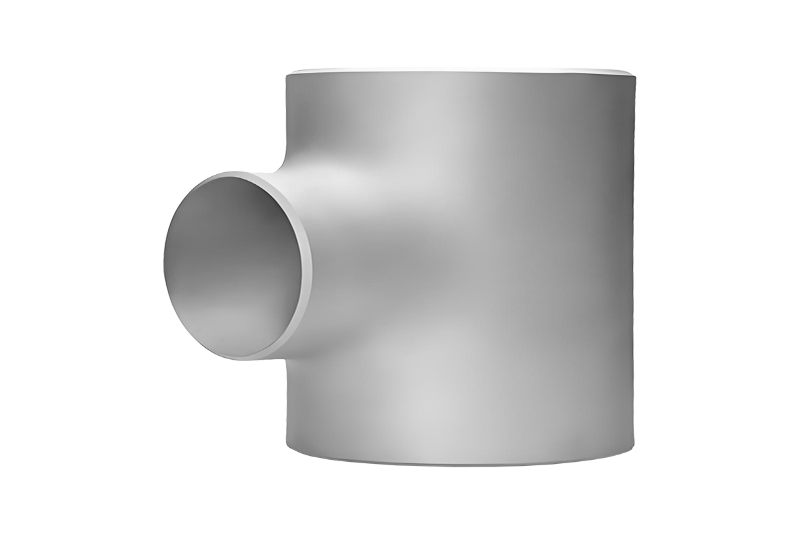
Các phụ kiện chữ T cho phép kết nối nhánh trong hệ thống đường ống, tạo ra các mối nối ba chiều nơi dòng chảy có thể phân chia hoặc kết hợp. Tee thẳng, còn được gọi là tee bằng nhau, có đường kính giống hệt nhau trên cả ba lỗ, cho phép các ống có kích thước bằng nhau giao nhau ở các góc vuông. Cấu hình này phù hợp với các ứng dụng có lưu lượng phân chia bằng nhau hoặc khi các đường nhánh và đường chạy có tốc độ dòng tương tự nhau. Các tee giảm kết hợp một ổ cắm nhánh có đường kính nhỏ hơn trong khi vẫn duy trì các kết nối chạy có đường kính bằng nhau, cung cấp các đường nhánh có yêu cầu lưu lượng thấp hơn mà không yêu cầu các phụ kiện giảm tốc riêng. Đầu ra thu nhỏ có thể là đồng tâm (ở giữa) hoặc lệch tâm (bù), với cấu hình lệch tâm ngăn chặn sự tích tụ chất lỏng trong các đường nhánh ngang.
Các phụ kiện chéo, mặc dù ít phổ biến hơn tees, cung cấp các giao lộ bốn chiều nơi hai ống vuông góc giao nhau. Những phụ kiện này gặp phải các dạng ứng suất phức tạp dưới áp suất và tải nhiệt, khiến chúng đắt hơn và thường ít được ưa chuộng hơn so với sử dụng nhiều phụ kiện chữ T. Tuy nhiên, đường chéo cung cấp giải pháp tiết kiệm không gian cho các hình dạng cụ thể và đôi khi cần thiết trong các hệ thống lắp đặt nhỏ gọn. Cả ống nối chữ T và ống nối đều có sẵn với nhiều lịch trình và xếp hạng áp suất khác nhau để phù hợp với thông số kỹ thuật của ống nối, đảm bảo độ dày thành ống và khả năng chịu áp lực nhất quán trong toàn bộ hệ thống đường ống.
| Loại lắp | Cấu hình | Ứng dụng chính | Lợi thế chính |
| Áo thun thẳng | Đầu ra có đường kính bằng nhau | Phân phối dòng chảy bằng nhau | Đánh giá áp suất thống nhất |
| Giảm Tee | Giảm chi nhánh ổ cắm | Kết nối đường nhánh | Giải pháp lắp đơn |
| Tee bên | nhánh 45 độ | Chuyển tiếp dòng chảy mượt mà hơn | Giảm áp suất thấp hơn |
| chéo | Ngã tư bốn phương | Giao lộ vuông góc | Hiệu quả không gian |
Bộ giảm tốc cho quá trình chuyển đổi kích thước ống
Bộ giảm tốc tạo điều kiện thuận lợi cho việc chuyển đổi giữa các đường kính ống khác nhau, cho phép tối ưu hóa vận tốc dòng chảy và chi phí đường ống trong toàn hệ thống. Bộ giảm tốc đồng tâm duy trì đường tâm chung giữa kích thước ống lớn hơn và nhỏ hơn, tạo ra hình nón đối xứng. Cấu hình này hoạt động tốt đối với đường ống thẳng đứng hoặc dịch vụ khí đốt trong đó việc duy trì sự liên kết của đường trung tâm là quan trọng và việc tích tụ chất lỏng không phải là vấn đề đáng lo ngại. Sự thay đổi đường kính dần dần trong các bộ giảm tốc đồng tâm giúp giảm thiểu nhiễu loạn và giảm áp suất, khiến chúng phù hợp với hầu hết các ứng dụng chuyển đổi kích thước khi hình học cho phép.
Bộ giảm tốc lệch tâm có các đường tâm lệch tâm với một bên của khớp nối vẫn phẳng hoặc song song, ngăn ngừa sự tích tụ chất lỏng ở các điểm cao hoặc các túi hơi ở các điểm thấp trong đường ống nằm ngang. Việc lắp đặt các bộ giảm tốc lệch tâm có mặt phẳng ở trên trong các đường chất lỏng nằm ngang sẽ ngăn ngừa sự hình thành túi khí có thể gây gián đoạn dòng chảy hoặc tạo bọt. Ngược lại, việc lắp đặt mặt phẳng trong các đường dẫn khí nằm ngang sẽ ngăn chặn sự tích tụ chất lỏng có thể tạo ra các vấn đề về dòng chảy hoặc ăn mòn. Cấu hình lệch tâm cũng tạo điều kiện thuận lợi cho việc thoát nước trong quá trình bảo trì bằng cách loại bỏ các điểm thấp nơi chất lỏng có thể bị mắc kẹt.
Cân nhắc thiết kế bộ giảm tốc
Góc giảm đường kính trong bộ giảm tốc ảnh hưởng đến đặc tính giảm áp suất và dòng chảy. Bộ giảm tốc tiêu chuẩn thường có các góc từ 15 đến 30 độ, cân bằng chiều dài khớp nối nhỏ gọn với tổn thất áp suất chấp nhận được. Các góc dốc hơn tạo ra các khớp nối ngắn hơn nhưng làm tăng sự nhiễu loạn và giảm áp suất, trong khi các góc dốc hơn đòi hỏi các khớp nối dài hơn nhưng mang lại sự chuyển tiếp dòng chảy mượt mà hơn. Đối với các ứng dụng quan trọng liên quan đến vận tốc cao hoặc dịch vụ ăn mòn, các bộ giảm tốc tùy chỉnh có độ côn dần dần có thể được chỉ định để giảm thiểu nhiễu loạn dòng chảy. Độ dày thành của hộp giảm tốc thường phù hợp với độ dày của hai ống nối để đảm bảo đủ độ bền trong toàn bộ vùng chuyển tiếp.
Giới hạn cho việc chấm dứt và đóng cửa dòng
Mũ hàn đối đầu giúp đóng vĩnh viễn các đầu ống, tạo ra các đầu cuối chịu áp lực cho các đường cụt, các đầu cuối tạm thời trong quá trình thi công theo từng giai đoạn hoặc các kết nối thiết bị cố định. Các phụ kiện hình vòm này phân phối tải trọng áp suất một cách hiệu quả thông qua hình dạng cong của chúng, đạt được mức áp suất tương tự như ống nối trong khi sử dụng vật liệu tương đối mỏng. Hình dạng bán cầu hoặc hình elip của nắp mang lại tỷ lệ cường độ trên trọng lượng vượt trội so với nắp đóng phẳng, khiến chúng trở thành lựa chọn ưu tiên cho các đầu cuối chịu áp lực.
Mũ có sẵn ở nhiều hình dạng đầu khác nhau bao gồm hình bán cầu, hình elip (2:1) và hình cầu, mỗi hình có tỷ lệ độ sâu trên đường kính khác nhau và hiệu quả chịu áp suất. Các nắp hình bán cầu cung cấp hình dạng mạnh nhất nhưng yêu cầu biên dạng sâu nhất, trong khi các nắp hình elip và hình cầu cung cấp các giải pháp nhỏ gọn hơn với mức áp suất giảm nhẹ. Đối với các ứng dụng yêu cầu truy cập thường xuyên hoặc có khả năng mở rộng trong tương lai, việc đóng mặt bích bằng mặt bích mù có thể thực tế hơn so với nắp hàn đối đầu cố định, mặc dù chi phí ban đầu cao hơn và khả năng rò rỉ tăng lên.
Phụ kiện còn sơ khai và khớp nối
Đầu còn lại, còn được gọi là đầu còn lại của khớp nối, là các phụ kiện hàn đối đầu chuyên dụng được thiết kế để hoạt động với các mặt bích của khớp nối trong việc tạo ra các kết nối mặt bích bán cố định. Đầu cuối cuống hàn vào đường ống đồng thời tạo ra một ngọn lửa có bán kính tựa vào mặt bích khớp nối lỏng lẻo. Cấu hình này mang lại một số lợi thế so với mặt bích cổ hàn truyền thống, đặc biệt trong các hệ thống sử dụng vật liệu đường ống hợp kim đắt tiền. Đầu còn lại, được sản xuất từ hợp kim chống ăn mòn giống như ống, cung cấp tất cả các bề mặt tiếp xúc ướt, trong khi mặt bích khớp nối không tiếp xúc có thể được làm từ thép cacbon rẻ tiền, giảm đáng kể chi phí vật liệu.
Các đầu còn lại tạo điều kiện thuận lợi cho việc căn chỉnh trong quá trình lắp đặt vì mặt bích khớp nối có thể xoay tự do trên đầu còn sơ khai, đơn giản hóa việc căn chỉnh lỗ bu lông với các mặt bích ăn khớp. Tính năng này tỏ ra đặc biệt có giá trị khi lắp đặt các đường ống dài hoặc tạo kết nối với thiết bị cố định nơi khó có thể căn chỉnh quay chính xác. Mối nối hàn giáp mép giữa đầu cuống và ống có thể được kiểm tra bằng phương pháp chụp X quang dễ dàng hơn so với các mối hàn góc được sử dụng với mặt bích hàn trượt hoặc hàn ổ cắm, mang lại sự đảm bảo chất lượng cao hơn cho các dịch vụ quan trọng. Tuy nhiên, cụm mặt bích nối đầu và khớp nối hai mảnh có giá cao hơn so với mặt bích cổ hàn tương đương khi cả hai bộ phận đều sử dụng cùng một vật liệu, hạn chế ứng dụng trong các tình huống trong đó lợi thế về tiết kiệm chi phí vật liệu hoặc căn chỉnh phù hợp với chi phí lắp đặt tăng lên.
Tiêu chuẩn và thông số kích thước
Các phụ kiện hàn đối đầu được sản xuất theo các tiêu chuẩn kích thước khác nhau để đảm bảo khả năng tương thích với các kích thước ống tiêu chuẩn và lịch độ dày thành. ASME B16.9 bao gồm các phụ kiện hàn đối đầu bằng thép rèn do nhà máy sản xuất, thiết lập kích thước, dung sai và xếp hạng áp suất-nhiệt độ cho các kích thước NPS 1/2 đến NPS 48. Tiêu chuẩn này xác định các kích thước phù hợp bao gồm khoảng cách từ tâm đến đầu cho khuỷu tay, kích thước từ tâm đến tâm và từ đầu đến cuối cho chữ T và chữ thập, cũng như chiều dài mặt đối mặt cho bộ giảm tốc và nắp. MSS SP-75 cung cấp thông số kỹ thuật cho các phụ kiện hàn giáp mép rèn thử nghiệm cao, bao gồm các loại phụ kiện giống nhau với các đặc tính cơ học nâng cao cho các điều kiện sử dụng khắc nghiệt.
Các tiêu chuẩn này xác định lịch trình độ dày của tường phù hợp với lịch trình đường ống tiêu chuẩn (Bảng 10 đến XXH), đảm bảo rằng các phụ kiện duy trì mức áp suất nhất quán với các ống nối. Các tiêu chuẩn này cũng xác định phạm vi dung sai cho các kích thước quan trọng, giới hạn độ ôvan và các yêu cầu về độ thẳng nhằm đảm bảo sự lắp khít phù hợp trong quá trình hàn và lắp ráp hệ thống. Đối với kích thước, vật liệu hoặc cấu hình không nằm trong thông số kỹ thuật tiêu chuẩn, các phụ kiện tùy chỉnh có thể được sản xuất theo yêu cầu cụ thể của dự án, mặc dù với chi phí cao hơn và thời gian thực hiện lâu hơn so với các mặt hàng trong danh mục tiêu chuẩn.
Thông số vật liệu
Phụ kiện hàn đối đầu có đầy đủ các loại vật liệu đường ống bao gồm thép cacbon, thép không gỉ, thép hợp kim, hợp kim niken, titan và các vật liệu chuyên dụng khác. Các thông số kỹ thuật vật liệu phổ biến bao gồm ASTM A234 cho các phụ kiện bằng thép cacbon và hợp kim, ASTM A403 cho các phụ kiện bằng thép không gỉ austenit rèn và nhiều tiêu chuẩn ASTM khác cho các họ vật liệu cụ thể. Lựa chọn vật liệu phụ thuộc vào điều kiện sử dụng bao gồm nhiệt độ, áp suất, môi trường ăn mòn và khả năng tương thích với chất lỏng xử lý. Các phụ kiện phải phù hợp hoặc vượt quá thông số kỹ thuật của ống nối để đảm bảo khả năng chống ăn mòn và tính chất cơ học nhất quán trong toàn bộ hệ thống đường ống.
Phụ kiện hàn mông mục đích đặc biệt
Ngoài khuỷu tay, ống nối chữ T, bộ giảm tốc và nắp tiêu chuẩn, các phụ kiện hàn đối đầu chuyên dụng đáp ứng các yêu cầu đường ống độc đáo. Các nhánh bên, còn được gọi là tee bên hoặc phụ kiện wye, có các kết nối nhánh ở góc 45 độ thay vì các nhánh vuông góc của tee tiêu chuẩn. Cấu hình này giúp chuyển đổi dòng chảy mượt mà hơn khi cất cánh ở nhánh, giảm sụt áp và xói mòn so với tee 90 độ. Các mặt bên đặc biệt có giá trị trong các dịch vụ tốc độ cao hoặc trong đó việc giảm thiểu tổn thất áp suất là rất quan trọng, mặc dù hình dạng đặc biệt của chúng khiến chúng đắt hơn so với các tee tiêu chuẩn.
Núm vặn, còn được gọi là núm giảm hoặc núm không bằng nhau, kết hợp chức năng của bộ giảm tốc với chiều dài ống ngắn trong một khớp nối duy nhất. Các thành phần này chuyển đổi giữa các kích thước ống trong một khoảng cách rất ngắn, hữu ích khi hạn chế về không gian ngăn cản việc lắp đặt các bộ giảm tốc tiêu chuẩn. Các khớp nối yên hoặc ổ cắm có đường viền cung cấp các kết nối nhánh được gia cố cho các ứng dụng ổ cắm được chế tạo, hàn vào đường ống chạy để tạo các lỗ nhánh mà không cần các khớp nối chữ T riêng biệt. Các kết nối được chế tạo này mang lại sự linh hoạt trong việc định vị và góc nhánh nhưng yêu cầu các quy trình hàn và kiểm tra chuyên dụng để đảm bảo đủ độ bền và kết cấu kín khít.
Yêu cầu chuẩn bị cuối cùng và vát mép
Việc chuẩn bị mặt cuối đúng cách là rất quan trọng để đạt được mối hàn giáp mép tốt khi lắp đặt các phụ kiện này. Các phụ kiện hàn đối đầu tiêu chuẩn được cung cấp với các đầu vát được chuẩn bị để hàn theo thông số kỹ thuật ASME B16.25. Góc vát tiêu chuẩn 37,5 độ (tạo ra góc bao gồm 75 độ khi hai đầu vát được nối với nhau) cung cấp độ mở gốc vừa đủ và góc rãnh thích hợp để mối hàn xuyên thấu hoàn toàn bằng các quy trình hàn khác nhau. Mặt gốc, thường là 1,6mm (1/16 inch), cung cấp điểm tiếp đất cho đường hàn gốc và giúp ngăn ngừa hiện tượng cháy xuyên qua trong quá trình hàn ban đầu.
Kiểm soát khoảng cách và căn chỉnh thích hợp trong quá trình lắp đặt đảm bảo chất lượng mối hàn và tính toàn vẹn của hệ thống. Khe hở gốc giữa các bộ phận được lắp thường dao động từ 1,6 mm đến 3,2 mm tùy thuộc vào quá trình hàn, độ dày thành ống và sở thích của thợ hàn, với các khoảng trống nhất quán xung quanh chu vi đảm bảo đầu vào và xuyên nhiệt đồng đều. Cần giảm thiểu độ lệch giữa đường tâm của phụ kiện và đường ống, với hầu hết các mã giới hạn độ lệch ở mức 1,6 mm hoặc 1/8 độ dày thành, tùy theo giá trị nào nhỏ hơn. Độ lệch quá mức tạo ra sự tập trung ứng suất và các điểm hư hỏng tiềm ẩn, đặc biệt là trong hoạt động tuần hoàn nơi xảy ra tải trọng mỏi.
Tiêu chí lựa chọn phụ kiện hàn đối đầu
Việc lựa chọn phụ kiện hàn đối đầu thích hợp đòi hỏi phải đánh giá nhiều yếu tố ngoài khả năng tương thích về kích thước đơn giản. Các điều kiện sử dụng bao gồm áp suất, nhiệt độ, đặc tính chất lỏng và tốc độ dòng chảy xác định loại áp suất cần thiết và lựa chọn vật liệu. Các dịch vụ ăn mòn hoặc ăn mòn có thể cần vật liệu nâng cấp hoặc lịch trình tường dày hơn để đảm bảo tuổi thọ sử dụng đầy đủ. Đặc điểm dòng chảy ảnh hưởng đến việc lựa chọn hình dạng khớp nối—các dịch vụ vận tốc cao được hưởng lợi từ các khuỷu bán kính dài và bộ giảm tốc dần dần để giảm thiểu sụt áp và xói mòn, trong khi các hệ thống lắp đặt nhỏ gọn có thể yêu cầu các khuỷu có bán kính ngắn mặc dù tổn thất áp suất cao hơn.
- Xếp hạng áp suất và nhiệt độ: Phù hợp hoặc vượt quá điều kiện thiết kế tối đa với giới hạn an toàn phù hợp
- Khả năng tương thích vật liệu: Đảm bảo khả năng chống ăn mòn và tính chất cơ học phù hợp với chất lỏng xử lý và điều kiện vận hành
- Lịch trình và độ dày thành: Duy trì độ dày thành ổn định trong toàn hệ thống để đánh giá áp suất đồng đều
- Tuân thủ quy tắc: Xác minh các phụ kiện đáp ứng các mã đường ống hiện hành như ASME B31.1, B31.3 hoặc các yêu cầu cụ thể khác theo khu vực pháp lý
- Tài liệu chất lượng: Nhận báo cáo thử nghiệm tại nhà máy, chứng nhận vật liệu và báo cáo kiểm tra kích thước cho các dịch vụ quan trọng
- Cân nhắc về mặt kinh tế: Cân bằng chi phí lắp đặt ban đầu với nhân công lắp đặt, tuổi thọ dự kiến và yêu cầu bảo trì
Thực hành cài đặt tốt nhất và kiểm soát chất lượng
Việc lắp đặt mối hàn đối đầu thành công đòi hỏi phải tuân thủ các phương pháp đã được chứng minh để đảm bảo chất lượng mối nối và tính toàn vẹn của hệ thống. Bảo quản phụ kiện phù hợp sẽ bảo vệ các đầu vát và bề mặt bên trong khỏi hư hỏng, ăn mòn và nhiễm bẩn trước khi lắp đặt. Các phụ kiện phải được kiểm tra trực quan trước khi lắp đặt để xác minh sự tuân thủ về kích thước, kiểm tra các khuyết tật bề mặt và đảm bảo đánh dấu cấp vật liệu phù hợp. Làm sạch các bề mặt bên trong và khu vực chuẩn bị hàn sẽ loại bỏ dầu, bụi bẩn, cặn nhà máy và các chất gây ô nhiễm khác có thể ảnh hưởng đến chất lượng mối hàn hoặc đưa các chất thúc đẩy ăn mòn vào hệ thống.
Thông số kỹ thuật quy trình hàn (WPS) và trình độ thợ hàn phù hợp với vật liệu, độ dày thành và điều kiện sử dụng phải được xác minh trước khi bắt đầu hàn. Các yêu cầu gia nhiệt trước đối với thép cacbon và thép hợp kim phải được tính toán và áp dụng để ngăn chặn hiện tượng nứt do hydro gây ra và đảm bảo đủ độ dẻo của mối hàn. Xử lý nhiệt sau hàn có thể được yêu cầu đối với các phụ kiện có thành dày, một số vật liệu nhất định hoặc các điều kiện sử dụng cụ thể để giảm bớt ứng suất dư và khôi phục các đặc tính vật liệu bị ảnh hưởng bởi hàn. Kiểm tra không phá hủy bao gồm chụp X quang, kiểm tra siêu âm hoặc các phương pháp khác để xác minh chất lượng mối hàn và phát hiện các khuyết tật có thể ảnh hưởng đến tính toàn vẹn của hệ thống.
Hiểu được các loại phụ kiện đường ống hàn giáp mép đa dạng, đặc điểm cụ thể của chúng cũng như phương pháp lựa chọn và lắp đặt phù hợp cho phép các kỹ sư và nhà chế tạo tạo ra các hệ thống đường ống hiệu quả, đáng tin cậy. Từ khuỷu tay phổ biến cho phép thay đổi hướng đến đầu cuối chuyên dụng tạo điều kiện cho các kết nối mặt bích tiết kiệm chi phí, mỗi loại phụ kiện phục vụ các chức năng cụ thể trong mạng lưới đường ống tổng thể. Việc chú ý đến các tiêu chuẩn về kích thước, thông số kỹ thuật của vật liệu, yêu cầu chuẩn bị cuối cùng và các phương pháp lắp đặt tốt nhất đảm bảo rằng các bộ phận quan trọng này hoạt động đáng tin cậy trong suốt thời gian sử dụng dự kiến, duy trì sự an toàn của hệ thống và hiệu quả vận hành trong vô số ứng dụng công nghiệp.
Tin tức mới nhất
Tin tức Và Blog
Cập nhật thông tin về các sự kiện gần đây của chúng tôi


